بیرینگ های غلتشی از اجزاء پرکار ماشین هستند که از دقت بالایی برخوردارند.بمنظور استفاده از حداکثر کارایی آنها، مهندسین طراح بایستی بیرینگی با طرح مناسب انتخاب کنند بطوریکه خصوصیات آن با خصوصیات سایر اجزاء درگیر با آن کاملا هماهنگ باشد. در کنار انتخاب بیرینگ مناسب بایستی به سوار و پیاده کردن اصولی، روانکاری، نشت بندی و نگهداری بیرینگ توجه خاصی نمود.
بررسی ها نشان می دهد حدود 16 درصد خرابی های زودرس در بیرینگ ها پیامد عدم رعایت انطباقات و استفاده از روش های نادرست نصب است. مهارت و نظافت از موارد لازم در هنگام جازدن بیرینگ، جهت کارکرد مناسب آن است. بیرینگ قطعه دقیقی بوده و در هنگام نصب آن باید از روش های صحیح و ابزار مناسب استفاده کرد.
تقریبا در کلیه کاربری های بیرینگ به یک حداقل میزان انطباق تداخلی بر روی یکی از رینگ های داخلی و یا خارجی(عموما رینگ داخلی) نیاز است از همین رو کلیه روش های نصب بیرینگ بر اساس دستیابی به انطباق مورد نیاز بدون اثرات مخرب و یا ریسک آسیب به بیرینگ بنا نهاده شده اند که بسته به نوع و سایز بیرینگ روش ها و ابزارهایی که برای جازدن و درآوردن صحیح آن استفاده می شود در سه گروه زیر تقسیم می گردد:
1. مکانیکی (یا روش سرد)
2. هیدرولیکی
3. گرمایی















انتخاب روش نصب مناسب به ما کمک می کند تا طول عمر سرویس بیرینگ را افزایش و متعاقبا هزینه های منتج از خرابی زودرس بیرینگ ها که بخودی خود پتانسیل صدمات بزرگتر هستند را کاهش دهیم.
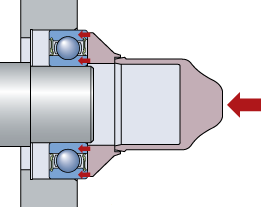
بسته به نوع و اندازه بیرینگ، تعداد دفعات نصب، میزان تداخل بیرینگ، و امکانات و تجهیزات موجود از یکی از روش های مکانیکی، هیدرولیکی و گرمایی استفاده می شود در هر صورتحال هیچ یک از قطعات اعم از رینگ های داخلی و خارجی، قفسه، ساچمه ها و یا سایر المان های چرخشی و آب بندها نباید در معرض ضربه مستقیم قرار گیرند و ضربه باید بصورت غیر مستقیم و فقط به رینگی وارد شود که باید جا زده شود ( رینگ داخلی در هنگام جازدن بر روی شافت و رینگ خارجی در هنگام جازدن در داخل محفظه) و از وارد نمودن ضربه مستقیم به ساچمه ها اجتناب گردد.
ده گام نصب بیرینگ:
1. بررسی و مطالعه بیرینگ در نقشه ها، اطلاعات و دستورالعمل ها و اطمینان از همخوانی ابعاد، شکل و مشخصات بیرینگ خریداری شده با آنها
2. مهیا نمودن تجهیزات و ابزار آلات مناسب جهت نصب مکانیکی، هیدرولیکی و یا حرارتی مطابق با روش اتخاذ شده
3. نظافت و تمیزکاری کلیه قطعات و ابزار آلات
4. بررسی کلیه اجزاء و قطعات دخیل در تنظیم بیرینگ
5. تمیزکاری محل کار
6. خارج نمودن بیرینگ از بسته بندی آن
7. استفاده از خمیر ضد خش (anti-fretting paste) جهت تسهیل جازدن بیرینگ
8. نصب بیرینگ مطابق با روش انتخابی: سرد، گرم و یا هیدرولیک
9. گریسکاری بیرینگ با گریس مناسب بعد از نصب و مطابق با دستورالعمل
10. بررسی و حصول اطمینان از صحت عملیات نصب قبل از استارت نهایی بالاخص بررسی پارامترهای صدا، ارتعاش، دما و لقی و بازی غیر طبیعی بیرینگ
|
روش نصب و پیاده کردن مکانیکی (Cold Mounting & Dismounting Procedure) |
ابزارهای مکانیکی:
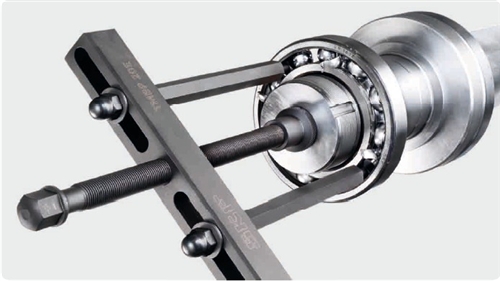
بیرینگ های سایز کوچک و متوسط عموما بصورت سرد ( مکانیکی ) نصب می شوند. در روش سنتی نصب بیرینگ بکمک یک چکش و یک قطعه لوله انجام می پذیرد که در این روش نیروی لازم برای جازدن، به ساچمه ها وارد می گردد و سبب آسیب به شیار ساچمه در حین فرایند جازدن می شود.
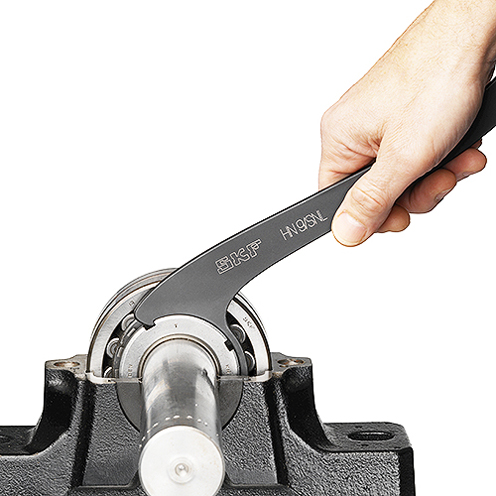
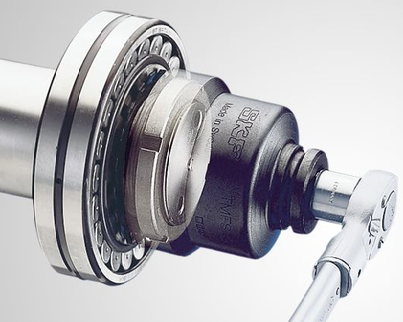
ابزار های مکانیکی شرکت SKF برای جازدن و در آوردن بیرینگ با اعمال نیرو به رینگ بیرینگ، از آسیب به بیرینگ پیشگیری می کند. رایج ترین این ابزارها عبارتند از آچار گلویی خاردار (آچار چاکنت) Hook Spanner و آچار گلویی سنگین کار Impact Spanner . استفاده از این ابزارها برای بستن مهره و به جلو راندن و جازدن بیرینگ ها بر روی شافت مخروطی یا بوش تبدیلی و نیز در آوردن بیرینگ از روی بوش کششی متداول است.
آچار گلویی خاردار فولادی بوده و نقاط پرفشار آن ماشینکاری و سخت کاری شده است. نوع سنگین کار آن از چدن گرافیت کروی بوده و وزن نسبتا کمی دارند.
انطباق پرسی بیرینگ های کوچک و متوسط به وسیله مهره (Locking nut) بر روی نشیمنگاه مخروطی صورت می گیرد. برای سفت کردن مهره از آچار گلویی خاردار استفاده می شود.
|
ابزار آلات مکانیکی نصب بیرینگ |

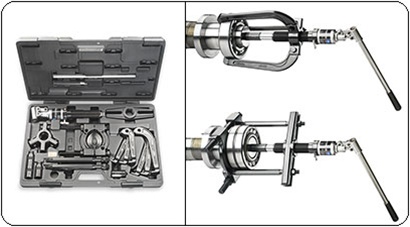
جعبه ابزار جازدن دستی بیرینگ سری TMFT

آچار چاکنت سری HN

آچار چاکنت قابل تنظیم سری HNA

آچار چاکنت قدرتی سری TMFN
آچار چاکنت سری HN.../SNL مخصوص
حوضینگ سریSNL

آچار کلاغی سری TMHN 7
آچار بوکس مهره قفلی سری TMFS

ست 9 تایی آچار چاکنت HN
|
ابزار آلات مکانیکی پیاده کردن بیرینگ |

آچار چاکنت سری HN.../SNL مخصوص
حوضینگ سریSNL

بیرینگ کش دستی سری TMMA

بیرینگ کش هیدرولیکی سری
TMMA 75Hو TMMA 100H

ست کامل بیرینگ کش
هیدرولیکی TMMA 100H

بیرینگ کش سه بازو دستی سری TMMP
برای بیرینگهای کوچک و متوسط

بیرینگ کش دو بازو دستی و برعکس
شونده سری TMMR F

بیرینگ کش کشویی قدرتی دستی
سری TMMP
بیرینگ کش کشویی قدرتی
با فیدر هیدرولیک سری TMHP

ست بیرینگ کش هیدرولیکی
سری TMHP 10E
ست بیرینگ کش داخل کش و خارج کش هیدرولیکی
سریTMHC 110E

بیرینگ کش هیدرولیکی بازو بلند سری
TMBS 50E, TMBS 100E, TMBS 150E

ست بیرینگ کش داخل کش سری
TMIC 7-28, TMIP 7-28 , TMIP 30-60

بیرینگ كش بیرینگهای شیار عمیق
TMMD 100
بیرینگ کش داخل کش (کنس کش)
سری TMBP 20E برای بیرینگ هایی واقع در نقاط کور

بیرینگ کش داخل کش (کنس کش) سری TMBP 20E
برای بیرینگ هایی واقع در نقاط کور
|
تجهیزات جانبی نصب و پیاده کردن مکانیکی بیرینگ |

اسپیندل (جک) هیدرولیکی سری
TMHS 75 , TMHS 100

صفحه واسطه سه وجهی سری TMMS

گریس ضد خش LGAF
.jpg)
کاور محافظ بیرینگ کش
|
روش نصب و پیاده کردن هیدرولیکی (Hydrulic Mounting Procedure) |
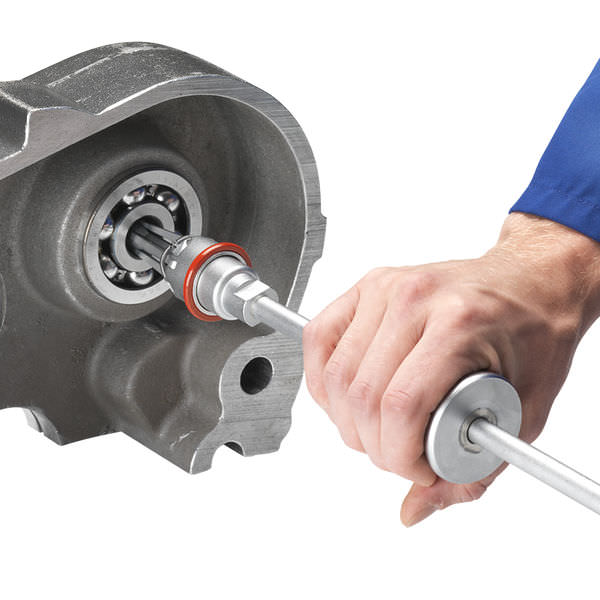
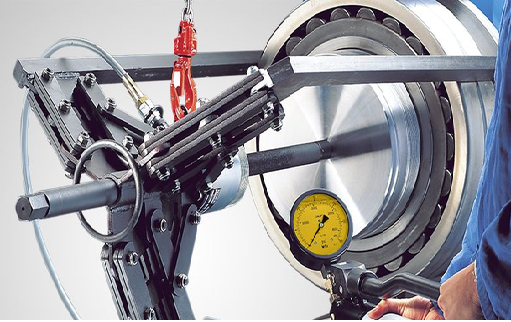
روش نصب هیدرولیک یا تزریق روغن، برای جازدن و درآوردن سریع، ایمن و کنترل پذیر بیرینگ های با انطباق تداخلی است که در آن احتمال آسیب به بیرینگ و شفت در حین فرایند سوار و پیاده کردن بیرینگ کاهش به حداقل می رسد. در واقع این روش شکل اصلاح شده ای از روش نصب سرد بیرینگ است که استفاده از آن در جازدن و درآوردن برینگ های بزرگ با سوراخ داخلی مخروطی بسیار موثر است.
این روش شامل تزریق روغن به فواصل بین محل تماس سطوح فلزی و در نتیجه کاهش اصطکاک و نیروی لازم برای هل دادن و جازدن بیرینگ بر روی شافت است. عموما از پمپ های هیدرولیکی دستی برای تامین فشار لازم در این روش استفاده می شود و فشار مورد نیاز بندرت به بیش از 10000 psi می رسد و عمدتا بسیار کمتر است.
روغن مناسب برای تزریق در این روش باید رقیق بوده و ویسکوزیته بالایی نداشته باشد. اگرچه تامین فشار بکمک روغن هایی با ویسکوزیته پایین دشوار است در حالیکه به ظاهر روغن هایی با ویسکوزیته بالا به راحتی از بین سطوح در تماس با هم تخلیه نمی شوند و به نیروی کمی برای هل دادن و جازدن بیرینگ نیاز دارند، اما در حین کار روان کننده بتدریج از اتصالات خارج شده و باعث کاهش انطباق پرسی (تداخلی) و در نتیجه خزیدن رینگ بیریینگ یا غلاف و ایجاد خورندگی بر روی سطوح می شود.
تزریق روغن چگونه باید انجام شود؟
پمپ های هیدرولیکی برای مهره های هیدرولیکی(hydrulic pump) ، پمپ های هیدرولیکی با سیستم هوای فشرده برای مواقعی که مقادیر زیاد روغن مورد نیاز باشد یا جازدن و در آوردن های مکرر انجام پذیرد، مایعات هیدرولیک بعنوان عامل ایجاد فشار در پمپ ها و مهره ها و بالاخره مهره های هیدرولیکی.
بیرینگ های سوراخ مخروطی را می توان به روش هیدرولیکی سوار و پیاده نمود.
بیرینگ های سوراخ استوانه ای یا غلاف ها را برای جازدن حرارت می دهند ، در حالیکه برای بیرون کشیدن آنها از روش های هیدرولیکی استفاده می شود. شیارهای روغن، کانال های تغذیه و اتصالات پیچی جهت تغذیه روغن روی محور و یا غلاف ماشین کاری می شود.
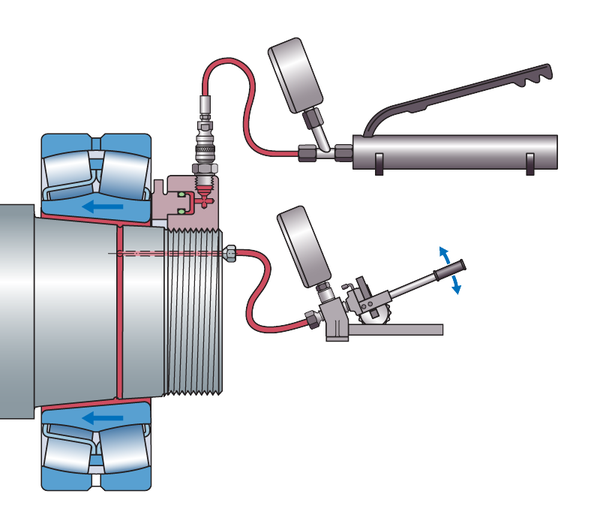
شرکت SKF در سال 1940 میلادی این روش را ابداع نموده است و توانسته است تا کنون پیشرفت های زیادی در این زمینه نماید. روش نصب هیدرولیک یا تزریق روغن شرکت SKF برای نصب بیرینگ ها بر روی نشیمنگاه های مخروطی بکمک مهره هیدرولیک است و این روش برای بسیاری از کاربردهای دیگر نیز کارایی دارد مانند:
- کوپلینگ
- چرخدنده
- چرخ واگن
- میل لنگ
|
پمپ های هیدرولیک و تزریق کننده های روغن |

پمپ هیدرولیک دستی bar 1000
فشارمدل 729124

پمپ هیدرولیک دستی bar 500
فشارمدل TMJL 50

پمپ هیدرولیک دستی bar 1000
فشارسری TMJL 100

پمپ هیدرولیک دستی bar 1500
فشارمدل 728619

پمپ های هیدرولیک دستی 300, 1500, 3000 , 4000 bar
با فیدر هوای فشرده

تزریق کننده روغن مدل 226400

کیت های تزریق کننده روغن 3000و 4000 bar
مدل 729101

ست های تزریق کننده روغن 3000و 4000 bar
مدل THKI 300 , THKI 400
|
مهره هیدرولیک، فشار سنج |

مهره هیدرولیک اینچی و میلیمتری

فشارسنج آنالوگ1000 تا 4000 bar

فشارسنج دیجیتال 4000 bar
|
تجهیزات جانبی نصب هیدرولیکی بیرینگ |

شاخص اندازه گیری حرکت محوری مهره
هیدرولیک در روش نصب drive -up

پایپ انعطاف پذیر فشار بالا
با فشار کاری ماکسیمم 3000 bar

شلنگ انعطاف پذیر فشار بالا
با فشار کاری ماکسیمم 1500 bar
.png)
کوپلینگ اتصالات سریع هیدرولیک

درپوش و پلاک کانال ها و
سوراخ های تغذیه و تخلیه روغن

اتصالات هیدرولیک

اکسپنشن پایپ هیدرولیک

فیلر گیج
|
روش نصب و پیاده کردن گرم (Hot Mounting & Dismounting Method) |
روش نصب حرارتی معمولا در مواردی که بواسطه انطباق تداخلی زیاد و یا وزن زیاد بیرینگ به نیروی فشاری بزرگی برای نصب نیاز داشته باشیم و یا امکان استفاده از روش های هیدرولیکی و مکانیکی را برای جازدن و درآوردن بیرینگ نداشته باشیم، مطرح می گردد.
در این روش رینگ داخلی بیرینگ و یا حوضینگ قبل از نصب گرم می شود و انطباق تداخلی مورد نیاز براحتی و با کمترین احتمال آسیب، بواسطه اختلاف دما بدست می آید. ایجاد اختلاف دمای مورد نیاز به سه شیوه ذیل بدست می آید:
- گرم کردن یکی از قطعات (رایج ترین روش)
- سرد کردن یکی از قطعات
- گرم کردن یکی از قطعات همزمان با سرد کردن قطعه دیگر
میزان اختلاف دمای مورد نیاز بین رینگ بیرینگ با شافت و یا حوضینگ به میزان تداخل و قطر نشیمنگاه بیرینگ بستگی دارد.

گرم کردن چگونه باید انجام شود؟
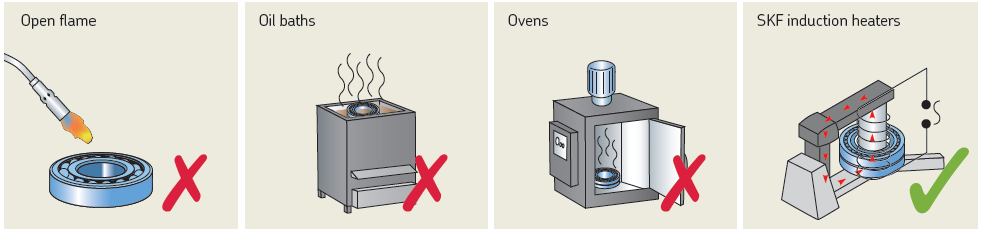
صفحات داغ (Hot Plates) برای حرارت دادن بیرینگ های کوچک، گرمکن های القایی (Induction Heaters) برای بیرینگ های کوچک و متوسط ، حمام روغن برای بیرینگ های کوچک و ابزارهای الکتریکی و گرمکن های مخصوص جهت جازدن حلقه داخلی رولربیرینگ های استوانه ای استفاده می شوند که در این میان روش گرم کردن القایی بهترین پاسخ را از نطر سرعت، پاکیزگی و ایمنی ارائه می دهد و از حمام روغن و صفحات داغ بهتر است.
-------------------------------------------------------------------------------------------------------------------------------
حمام روغن داغ :استفاده از حمام روغن یک روش سنتی برای گرم کردن بیرینگ است. اما امروزه علاوه بر ملاحظات بهداشتی و ایمنی، مشکلات زیست محیطی ناشی از دفع روغن پسماند در این روش که خود بسیار هزینه بر است، سبب شده است تا این روش بجز در مواردی که استفاده از آن اجتناب ناپذیر باشد توصیه نشود. در این روش روغن و ظرف روغن باید کاملا تمیز و پاکیزه باشد و در صورت استفاده از روغنی که قبلا استفاده شده است بایستی روغن را قبل از گرم نمودن فیلتر و از هر گونه آلودگی پاک نمود. مسئله مونیتورینگ و کنترل دما در حین فرایند گرم کردن روغن علاوه بر اینکه جهت اجتناب از آسیب به بیرینگ دارای اهمیت است، بدلیل پیشگیری از رسیدن روغن به دمای قطره ای شدن (flash point) نیز اهمیت دارد. میزان روغن مورد استفاده در این روش به حجم بیرینگ بستگی دارد و گرمایش ناکافی و سرد شدن سریع سبب بروز احتمال گرمایش غیریکنواخت و ناکافی بیرینگ می گردد و در چنین مواردی اطمینان از اینکه روغن و بیرینگ همدما شده اند بسیار مشکل است. در این روش بایستی روغن کاملا روی بیرینگ را بپوشاند و زمان کافی جهت رسیدن بیرینگ به دمای مناسب داده شود.
-------------------------------------------------------------------------------------------------------------------------------
روش جازدن و در آوردن حرارتی بیرینگ ها یک روش مناسب برای بیرینگ های سایز متوسط و بزرگ با سوراخ داخلی استوانه ای، و بیرینگ های کوچک با نشیمنگاه استوانه ای است. عموما در این روش دمای بیرینگ برای ایجاد انبساط مورد نیاز در حدود C̊ 80 ( ̊F 144) تا C̊ 90 ( ̊F 162) بیشتر از دمای شافت است و بیرینگ با سرد شدنش محکم بر روی شافت فیت می شود.
الزامات و محدودیت های روش نصب حرارتی بیرینگ:
• گرم کردن بطور یکنواخت و با دقت انجام پذیرد.
• بیرینگ ها را نباید بدلیل احتمال تغییر متالوژیک متریال آنها و تغییر اندازه قطر و یا سختی شان بواسطه گرم کردن بیش از حد، تا بیش از C̊ 125 ( ̊F 257) گرم نمود
• بیرینگ هایی که دارای کاسه نمد یا محافظ (Shield) هستند را نباید (بواسطه وجود گریس و یا تغییر متریال آب بند ها) تا بیش از ̊F 210 گرم نمود.
• قبل از گرم کردن بیرینگ هایی که با یک گریس غیر معمول پر شده اند باید مشخصات فنی و محدودیت های گریس بررسی شود.
• از گرم نمودن موضعی بیرینگ ها اجتناب گردد.
• در صورت استفاده از صفحات داغ (Hot Plates) برای گرم نمودن بیرینگ ها باید بیرینگ ها در حین فرایند پشت و رو شوند.
• بیرنگ هایی که گریس و کاسه نمد دارند را نباید با صفحات داغ (Hot Plates) گرم نمود.
• از دستکش نسوز عایق حرارت برای جابجایی و نصب بیرینگ استفاده شود.
 • بیرینگ داغ را با دستکش نسوز حمل کنید
• بیرینگ داغ را با دستکش نسوز حمل کنید

شرکت SKF از سال 1970 میلادی با هدف کاهش خطرات ناشی از نصب نامناسب بیرینگ، اقدام به تولید و عرضه گرمکن های القایی قابل حمل نموده است. متخصصان آن شرکت توانسته اند که همگام با توسعه تکنولوژی های آن شرکت، انواع گرمکن های ایمن با راندمان بالایی را تولید و عرضه کنند که براحتی قابل استفاده برای کاربر بوده و اصطلاحا کاربر پسند هستند. ما نیز در شرکت رول آرت افتخار داریم بعنوان قدیمی ترین نمایندگی این کمپانی اقدام به واردات و عرضه این گرمکن ها نماییم.
|
گرمکن های نصب بیرینگ |

گرمکن الکتریکی(Electric Hot Plate)

گرمکن القایی پرتابل فرکانس بالا(TMBH 1)

گرمکن القایی کوچک(TIH 030)

گرمکن القایی متوسط(TIH 100)

گرمکن القایی بزرگ(TIH 220)

گرمکن القایی خیلی بزرگ
(TIH L33, TIH L 44, TIH L77)

گرمکن القایی چند هسته ای
|
گرمکن های در آوردن بیرینگ |

گرمکن رینگی آلومینیومی

گرمکن القایی قابل تنظیم
EAZ 80/130 و EAZ 130/170

گرمکن القایی ثابت
|
تجهیزات جانبی نصب و پیاده کردن حرارتی بیرینگ |

دستکش عایق حرارتی TMBA G11

دستکش عایق حرارت و روغن TMBA G11H

دستکش عایق حرارتی دما بالا TMBA G11ET

چرخ دستی حمل گرمکن القایی TIH T1
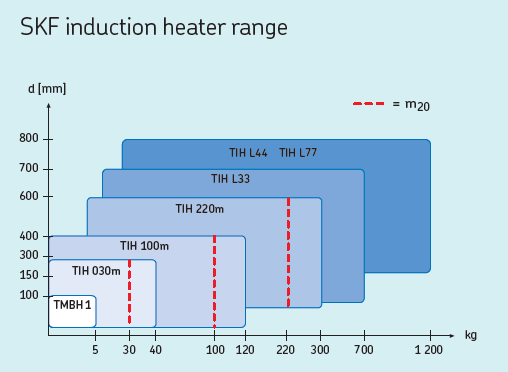
راهنمای انتخاب گرمکن:
بکمک نمودار شکل روبرو می توان گرمکن القایی مارک مناسبی را از بین محصولات شرکت SKF انتخاب نمود.
در نمودار روبرو فاکتور m20 وزن سنگین ترین بیرینگ بشکه ای سری 231 شرکت SKF را نشان می دهد که می تواند در مدت 20 دقیقه از دمای C̊ 20 ( ̊F 68) تا C̊ 110 ( ̊F 230) گرم شود. این فاکتور حس مناسبتری از میزان توان خروجی گرمکن را بجای توان مصرفی آن ارائه می دهد. بر خلاف سایر هیترهای القایی بوضوح نشان می دهد که چه مدت زمانی طول می کشد تا بیرینگ گرم شود بجای اینکه فقط نشان دهد که ماکسیمم وزن بیرینگی که می تواند توسط آن هیتر گرم شود، چقدر می باشد.